
 2026-05-28
2026-05-28 Toleranslar bir inçin binde biri cinsinden ölçülür. İşte dünya hassas CNC işleme parçaları - Kesin boyutları, yüzey kaplamalarını ve geometrik özellikleri elde etmek için katı bir iş parçasından malzemeyi kaldıran, bilgisayar kontrollü takım tezgahları tarafından üretilen bileşenler. Genel amaçlı işlenmiş parçaların aksine, hassas CNC bileşenleri, uygulamaya bağlı olarak genellikle ±0,001 inç (±0,025 mm) veya daha sıkı toleranslarda tutulur.
Sürecin özü otomasyondur. Bir CAD modeli, eksen hareketlerini, iş mili hızlarını, ilerleme hızlarını ve kesme derinliğini manuel yorumlamaya yer bırakmadan yönlendiren G kodu talimatlarına dönüştürülür. Kesici takımın her geçişi belirli bir yolu takip eder, bu nedenle aynı makinede bir hafta arayla üretilen iki parça boyutsal olarak aynı çıkar. Bu tekrarlanabilirlik, CNC hassas bileşenlerini havacılık, tıbbi cihazlar, robot bilimi, otomotiv ve elektronik üretiminde vazgeçilmez kılan şeydir.
"Hassas" bir parçayı standart işlenmiş bir parçadan ayıran şey, yalnızca çizimdeki daha sıkı sayılar değil, tüm üretim ortamıdır: sıcaklık kontrollü makine odaları, sağlam bir şekilde dengelenmiş takımlar, çok noktalı denetim protokolleri ve ham stoktan itibaren malzeme sertifikaları. Bir parça daha büyük bir montajda yapısal veya işlevsel bir rol oynadığında hassas CNC işleme neredeyse her zaman doğru seçimdir.
Farklı kesme işlemleri farklı geometrilere hizmet eder ve çoğu karmaşık hassas parça, işlemlerin bir kombinasyonunu gerektirir. Hangi işlemin hangi özelliği ürettiğini anlamak, mühendislerin daha iyi çizimler yazmasına ve alıcıların parça tedarik ederken daha akıllı sorular sormasına yardımcı olur.
Frezeleme, düz veya konturlu yüzeyler, yuvalar, cepler ve delikler boyunca malzemeyi çıkarmak için dönen çok noktalı kesme takımlarını kullanır. 3 eksenli frezeleme prizmatik parçaların çoğunluğunu işlerken, 4 eksenli ve 5 eksenli frezeleme makineleri tek bir kurulumda alttan kesmelere ve karmaşık kavisli geometrilere ulaşmak için iş parçasını veya iş milini eğerek bir parçanın birden çok kez yeniden konumlandırılması gerektiğinde biriken fikstürleme hatalarını azaltır.
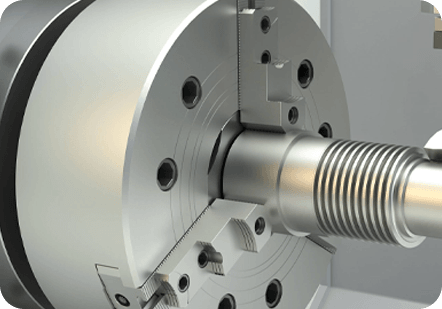
Tornalama, iş parçasını sabit bir kesme aletine göre döndürür ve bu da onu silindirik parçalar için en uygun işlem haline getirir: miller, burçlar, dişli bağlantı elemanları, nozullar ve bağlantı parçaları. Modern CNC tornalama merkezleri genellikle canlı takımlama (frezeleme ve delme ataşmanları) içerir; böylece çapraz delikler, düz yüzeyler ve kama yuvaları, parçayı bir frezeye taşımadan aynı operasyonda eklenebilir.
İsviçre tipi torna tezgahları uzun, ince çubuk stoğunu kesme bölgesine çok yakın konumlandırılmış bir kılavuz burç aracılığıyla yönlendirir. Malzeme tam kesimden desteklendiğinden, bu makineler küçük çaplı parçalarda (medikal pimler, diş implantları, saat bileşenleri ve minyatür valf gövdeleri gibi) olağanüstü yuvarlaklık ve yüzey kalitesi elde eder. 32 mm'nin altındaki çaplar tipik tatlı noktadır.
EDM, mekanik kesme yerine kontrollü elektrik kıvılcımlarını kullanarak malzemeyi aşındırır. Wire EDM, sertleştirilmiş çelikten karmaşık 2 boyutlu profilleri neredeyse hiç kesme kuvveti olmadan keser; bu da onu kalıp boşlukları, zımba ve kalıp setleri ve geleneksel takımlama altında sapabilecek havacılık türbin özellikleri için ideal kılar. Frezelemeden daha yavaştır ancak sert malzemelerde ±0,0001 inçlik toleranslara ulaşır.
Bir parça tek haneli Ra yüzey pürüzlülüğüne veya mikron altı boyut doğruluğuna sahip düz bir yüzeye ihtiyaç duyduğunda, yüzey taşlama frezelemenin yerini alır. Dönen bir aşındırıcı disk, milimetrenin binde biri cinsinden ölçülen geçişlerde mikro miktardaki malzemeyi temizler. Sertleştirilmiş takım çeliği bileşenleri ve hassas ölçüm blokları tipik adaylardır.
Malzeme seçimi işlenebilirliği, son tolerans kabiliyetini, yüzey kalitesini ve parça performansını etkiler. Hassas işlenmiş bir bileşen için doğru malzeme, mekanik gereksinimlere, çalışma ortamına, ağırlık hedeflerine ve işlem sonrası ihtiyaçlara bağlıdır.
| Malzeme | Tipik Uygulamalar | Güçlü yönler | Hususlar |
|---|---|---|---|
| Alüminyum 6061-T6 / 7075-T6 | Havacılık braketleri, muhafazalar, optik montaj parçaları | Mükemmel işlenebilirlik, hafiflik, iyi termal iletkenlik | Çeliğe göre daha düşük sertlik; yüzey işlemi sıklıkla gereklidir |
| Paslanmaz Çelik 303 / 316 | Tıbbi aletler, gıda işleme parçaları, denizcilik donanımları | Korozyon direnci, biyouyumluluk | Kesme sırasında iş sertleşir; daha keskin takımlar gerektirir |
| Titanyum Sınıf 5 (Ti-6Al-4V) | Havacılık bağlantı elemanları, ortopedik implantlar | Yüksek mukavemet-ağırlık oranı, mükemmel biyouyumluluk | Zayıf ısı iletkenliği aletin aşınmasına neden olur; yavaş kesme hızları gerekli |
| Pirinç (C360) | Valf gövdeleri, bağlantı parçaları, elektrik konnektörleri | Olağanüstü işlenebilirlik, düşük sürtünme, korozyona dayanıklı | Yüksek sıcaklık veya yüksek mukavemetli yapısal roller için uygun değildir |
| PEEK | Yarı iletken taşıma ekipmanları, tıbbi cihazlar | Kimyasal direnç, yüksek sıcaklıklarda mükemmel mekanik özellikler | Yüksek malzeme maliyeti; dikkatli talaş tahliyesi gerektirir |
| Karbon Çelik 4140 | Şaftlar, dişliler, takım fikstürleri | Yüksek mukavemet, sertleşmeden önce iyi işlenebilirlik | Korozyona duyarlı; sıklıkla kaplama gerektirir |
Sipariş verirken profesyonel ipucu: Parçalarınızla birlikte her zaman bir malzeme sertifikası (aynı zamanda değirmen sertifikası veya uygunluk sertifikası da denir) isteyin. Bu belge, ham stoğun, havacılık, tıp ve savunma tedarik zincirleri için tartışmasız bir gereklilik olan belirtilen alaşım bileşimini ve mekanik özelliklerini karşıladığını doğrular.
Hassas işlenmiş parçalar, arızanın bir seçenek olmadığı veya montaj açıklıklarının mikron cinsinden ölçüldüğü her yerde ortaya çıkar. Aşağıdaki endüstriler, CNC hassas bileşenlerinin en yüksek hacimli ve en talepkar kullanıcılarını temsil etmektedir.
Türbin kanatları, aktüatör gövdeleri, iniş takımı bileşenleri ve yapısal braketlerin tümü sıkı geometrik toleranslar ve tam malzeme izlenebilirliği gerektirir. Havacılık ve uzay CNC parçaları tipik olarak havacılık sınıfı alüminyum alaşımlardan, titanyumdan ve yüksek sıcaklığa dayanıklı nikel alaşımlarından işlenir. AS9100 kalite yönetimi sertifikası bu sektördeki tedarikçiler için temel gerekliliktir.
Cerrahi aletler, ortopedik implantlar ve teşhis ekipmanı muhafazaları ISO 13485 kalite standartlarını ve implante edilebilir cihazlar için tam biyouyumluluk gerekliliklerini karşılamalıdır. Tıbbi CNC hassas parçaları genellikle 316L paslanmaz çelik veya Sınıf 5 titanyumdan yapılır ve temiz odada kullanım, çapaksız kenarlar ve ham madde ısı numaralarına kadar izlenebilirlik gerektirir.
Motor bileşenleri, şanzıman parçaları, süspansiyon bağlantıları ve fren sistemi bileşenleri, yüksek üretim hacimlerinde boyutsal tutarlılık için hassas CNC işlemeye bağlıdır. Motor sporları uygulamalarında ağırlığın azaltılması, malzemeleri alüminyum ve titanyuma doğru iterken, yatak delikleri ve valf yuvalarındaki toleranslar ±0,005 mm veya daha iyi bir seviyede tutuluyor.
Yarı iletken levha taşıma robotları, PCB test düzenekleri ve ısı emici düzenekleri, manyetik olmayan, boyutsal olarak kararlı hassas bileşenler gerektirir. Alüminyum ve PEEK burada yaygın olarak kullanılmaktadır. Birleşen yüzeylerdeki düzlük ve paralellik toleransları, uygun termal teması veya elektriksel izolasyonu sağlamak için genellikle tek haneli mikron aralığında belirtilir.
Robotik bağlantılar, servo motor muhafazaları, doğrusal hareket taşıyıcıları ve uç efektör bileşenleri, milyonlarca döngü boyunca konum doğruluğunu korumak için hassas şekilde işlenmiştir. İşlenmiş bir bağlantıdaki herhangi bir boyutsal eğim, doğrudan takım ucundaki konum hatasına dönüşür; bu nedenle hassas CNC bileşenleri, modern endüstriyel robotların performansının temelini oluşturur.

için bir tedarikçi seçmek hassas CNC işleme parçaları fiyat kararı olduğu kadar kaliteli bir karardır. Toleranslarınızı karşılayacak donanıma veya kalite sistemlerine sahip olmayan bir mağazadan düşük bir fiyat teklifi, reddedilen parçalar, gecikmeler ve yeniden kaynak bulma açısından yetenekli bir iş ortağından biraz daha yüksek bir fiyat teklifiyle karşılaştırıldığında daha pahalıya mal olacaktır. İşte bakmanız gerekenler:
Hassas CNC ile işlenmiş parçaların maliyetindeki en büyük kaldıraç, çizimin kendisidir. İşleme kısıtlamalarını anlayan mühendisler, herhangi bir işlevsel performanstan vazgeçmeden, üretimi daha hızlı, denetimi daha kolay ve hurda üretme olasılığı daha düşük parçalar tasarlayabilir.
Hassas parçalarda en yaygın maliyet faktörlerinden biri aşırı toleranstır. ±0,050 mm tolerans işlevsel olarak yeterliyse, ±0,005 mm'yi çağırmak işleme süresini iki veya üç katına çıkarır ve ek inceleme adımlarını tetikler. Diğer bileşenlerle gerçekten eşleşen, yük taşıyan veya sızdırmazlık yüzeyleri oluşturan özellikler için sıkı toleranslar ayırın. Diğer her şey hala işe yarayan en gevşek toleransı taşımalıdır.
Küçük taban yarıçapına sahip derin cepler, kırılgan, yavaş ve çalıştırılması pahalı olan küçük çaplı parmak frezelere ihtiyaç duyar. 1 mm köşe yarıçapına sahip 50 mm derinliğindeki bir cebin işlenmesi, 3 mm köşe yarıçapına sahip aynı cebin işlenmesinden beş kat daha pahalı olabilir. Mümkün olduğunda, iç yarıçapları standart takım çaplarına uyacak şekilde tasarlayın ve derinlik-genişlik oranlarını 4:1'den fazla olmayacak şekilde sınırlandırın.
Bir parçanın kelepçesi her açıldığında ve yeniden konumlandırıldığında, birikmiş konum hatası riski vardır. Bir parça dört yerine bir veya iki kurulumda tamamen işlenebilirse daha doğru, daha hızlı üretilecek ve daha ucuz olacaktır. Unsurları birden fazla yüze yerleştirirken parçanın nasıl sabitleneceğini düşünün.
Standart dışı diş formları ve tuhaf delik çapları, makinistlerin stoklarında bulunamayan özel takımlar gerektirir. Ortak metrik veya birleştirilmiş diş boyutlarına (M3, M4, M6 veya #4-40, #6-32, 1/4-20) standartlaştırma, takımlama maliyetlerini düşük ve teslim sürelerini kısa tutar. Aynı mantık raybalanmış delikler için de geçerlidir; 6H7 veya 8H7 gibi standart bir rayba çapının belirtilmesi özel takım siparişlerini ortadan kaldırır.
Ham işlenmiş alüminyum oksitlenir. Çelik paslanır. Paslanmaz çelik bile agresif ortamlarda korozyona uğrayabilir. İşlem sonrası, işlenmiş bir ham parçanın, korozyon direnci, aşınma direnci, sertlik veya kozmetik görünüm ekleyerek üretime hazır bir parça haline geldiği yerdir.
Hassas işlenmiş bir parça, yalnızca tolerans dahilinde olduğunu doğrulayan ölçüm kadar iyidir. Ciddi bir CNC hassas atölyesinde kalite kontrolü, üretimin sonundaki son kapı değildir; her adıma işlenmiştir.
Proses içi denetim döngünün ortasında kritik özellikleri ölçmek ve takım aşınmasını otomatik olarak telafi etmek için takım tezgahının kendisindeki prob sistemlerini kullanır. Bu, bir grup tolerans dışı parça üretmeden önce sapmayı yakalar. Makine dışı denetim, karmaşık 3D geometriyi orijinal CAD modeline göre doğrulamak için CMM'leri (koordinat ölçüm makineleri) kullanır ve her kritik özellik için gerçek ve nominal boyutları içeren resmi bir denetim raporu üretir.
Düzenlenmiş tedarik zincirleri için, tam kalite paketi tipik olarak şunları içerir: boyutsal denetim raporları, malzeme sertifikaları, yüzey denetimi (yüzey pürüzlülüğü ölçümleri, çapaklara karşı görsel denetim) ve bir kalite mühendisi tarafından imzalanan bir uygunluk sertifikası. Bazı sözleşmeler ayrıca, yalnızca bir avuç örnek parçanın tolerans dahilinde olduğunu değil, üretim sürecinin tüm süreç boyunca istikrarlı olduğunu gösteren istatistiksel süreç kontrolü (SPC) verilerini de gerektirir.

Fenglan Çin'de Elektrikli Hassas Parça Üreticisi, Otomotiv Hassas Parça Üreticileri ve Endüstriyel Hassas Parça Tedarikçileri. 2010'dan Bu Yana Parça ve Komponent İmalatında Güvenilir Ortağınız
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Doğu Zhuanghe Yolu, Chunjiang Kasabası, Wei Köyü, Xinbei Bölgesi, Changzhou Şehri, Çin
Add: No.60, Doğu Zhuanghe Yolu, Chunjiang Kasabası, Wei Köyü, Xinbei Bölgesi, Changzhou Şehri, Çin  Gizlilik
Gizlilik



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






